






















Wszystkie produkty
-
 DawidDobra firma z miłą obsługą i wysoką jakością i wysoką reputacją. Jeden z naszych niezawodnych dostawców, towar dostarczany jest na czas i w ładnym opakowaniu.
DawidDobra firma z miłą obsługą i wysoką jakością i wysoką reputacją. Jeden z naszych niezawodnych dostawców, towar dostarczany jest na czas i w ładnym opakowaniu. -
 John MorrisEksperci materiałowi, rygorystyczne przetwarzanie, terminowe wykrywanie problemów w rysunkach projektowych i komunikacji z nami, przemyślana obsługa, rozsądna cena i dobra jakość, wierzę, że będziemy mieli więcej współpracy.
John MorrisEksperci materiałowi, rygorystyczne przetwarzanie, terminowe wykrywanie problemów w rysunkach projektowych i komunikacji z nami, przemyślana obsługa, rozsądna cena i dobra jakość, wierzę, że będziemy mieli więcej współpracy. -
 JorgeDziękuję za dobrą obsługę posprzedażną. Doskonała wiedza i wsparcie techniczne bardzo mi pomogły.
JorgeDziękuję za dobrą obsługę posprzedażną. Doskonała wiedza i wsparcie techniczne bardzo mi pomogły. -
 Petradzięki bardzo dobrej komunikacji wszystkie problemy rozwiązane, zadowolony z zakupu
Petradzięki bardzo dobrej komunikacji wszystkie problemy rozwiązane, zadowolony z zakupu -
 Adrian HayterTowar zakupiony tym razem jest bardzo zadowolony, jakość bardzo dobra, a obróbka powierzchni bardzo dobra. Wierzę, że wkrótce złożymy kolejne zamówienie.
Adrian HayterTowar zakupiony tym razem jest bardzo zadowolony, jakość bardzo dobra, a obróbka powierzchni bardzo dobra. Wierzę, że wkrótce złożymy kolejne zamówienie.
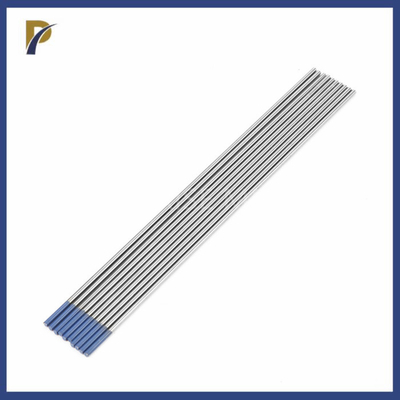
Polerowane spawanie TIG elektrody wolframowe pręt o średnicy 0,5 ~ 25 mm zielona elektroda wolframowa czerwona elektroda wolframowa






Szczegóły Produktu
| nazwa | Elektroda wolframowa używana do spawania TIG | Materiał | Tlenki wolframu i metali ziem rzadkich |
|---|---|---|---|
| Typ | WT20,WZ8,WP20,WY20,WT15 itp. | Średnica | 0,5 ~ 25 mm |
| Długość | 150,175,178 lub zgodnie z życzeniem klienta | Minimalne zamówienie | 1 szt |
| Próbka | Bezpłatny | Powierzchnia | Błyszczący |
| Podkreślić | Elektrody wolframowe 25 mm,elektrody wolframowe do spawania TIG,polerowany pręt do spawania wolframowego |
||
opis produktu
Elektroda wolframowa używana do spawania TIG
1.Opis elektrody wolframowej do spawania TIG:
Ze względu na właściwości wolframu doskonale nadaje się do spawania metodą TIG oraz innymi materiałami elektrodowymi do tego typu prac.Wydajność spawania elektrodami wolframowymi poprawia się poprzez dodanie tlenków metali ziem rzadkich do wolframu, aby stymulować jego funkcję pracy elektronów.Skutkuje to lepszą wydajnością zajarzania łuku przez elektrodę, zwiększoną stabilnością kolumny łuku i mniejszą szybkością wypalania elektrody.Tlenek ceru, tlenek lantanu, tlenek cyrkonu, tlenek itru i tlenek toru to typowe dodatki ziem rzadkich.
Elektroda wolframowa to elektroda wolframowa wykonana z materiałów o wysokiej temperaturze topnienia, odporności na korozję, dużej gęstości, dobrej przewodności cieplnej i przewodności elektrycznej.Elektrody wolframowe są szeroko stosowane w spawaniu ze względu na swoje właściwości.Elektrody wolframowe szlifowane lub polerowane oraz pręty czarne.Ostateczne kolory są różne, a różnicę można dostrzec.W elektrodach wolframowych, co ważniejsze, ich ostateczny kolor jest inny, a także inna jest zawartość wolframu.Podczas spawania wybierz odpowiednią elektrodę wolframową, aby ułatwić spawanie i ważne jest, aby uzyskać spoinę wysokiej jakości.Niektóre ważne czynniki, które należy wziąć pod uwagę przy dokonywaniu właściwego wyboru, to typ źródła zasilania (falownik lub transformator), materiał spawany (stal, aluminium lub stal nierdzewna) i grubość materiału.
2. Klasyfikacjaelektrody wolframowej używanej do spawania TIG:
| Typ | Stopień | Kod koloru | Zawartość chemiczna (%) | Średnica (mm) | Powierzchnia | Funkcja | ||
| Tlenki metali ziem rzadkich | zanieczyszczenie | W | ||||||
|
Czysty wolfram Elektroda |
WP | Zielony | - | ≤0,05 | 0,5~25 | Błyszczący | Czyste elektrody wolframowe są używane wyłącznie jako elektrody spawalnicze w warunkach prądu przemiennego lub jako elektrody oporowe do spawania. | |
|
Tor Wolfram Elektroda |
WT10 | Żółty | 0,9~1,1ThO2 | ≤0,05 | Pozostać | 0,5~25 | Błyszczący | Elektroda wolframowa toru jest elektrodą wolframową o jak dotąd najlepszych parametrach spawania i ma najwyższy udział w rynku elektrod wolframowych na świecie.Doskonała wydajność spawania, jej zastosowanie nie jest ograniczone. |
| WT20 | czerwony | 1,8~2,2ThO2 | ≤0,05 | Pozostać | 0,5~25 | |||
|
Lantan Wolfram Elektroda |
WLa10 | czarny | 0,8 ~ 1,2 La2O3 | ≤0,05 | Pozostać | 0,5~25 | Błyszczący | Nieradioaktywne, doskonałe przewodnictwo elektryczne i zdolność spawania, wysoka obciążalność prądowa, najniższy odsetek obszaru spalania, wymień elektrodę wolframową toru, stosowaną głównie do spawania prądem stałym. |
| WLa15 | złoty | 1,3~1,7 La2O3 | ≤0,05 | Pozostać | 0,5~25 | |||
| WLa20 | niebieski | 1,8~2,2 La2O3 | ≤0,05 | Pozostać | 0,5~25 | |||
|
Cer Wolfram Elektroda |
Wce10 | różowy | 0,8 ~ 1,2 CeO2 | ≤0,05 | Pozostać | 0,5~25 | Błyszczący | nieradioaktywne;niski prąd w warunkach podatnych na łuk elektryczny, niski prąd trzymania łuku;nadaje się do spawania rur, małych części i spawania przerywanego. |
| Wce15 | Pomarańczowy | 1,3~1,7CeO2 | ≤0,05 | Pozostać | 0,5~25 | |||
| WCe20 | Szary | 1,8 ~ 2,2 CeO2 | ≤0,05 | Pozostać | 0,5~25 | |||
|
itr wolframu Elektroda |
WY20 | niebieskie niebo | 1,8~2,2Y2O3 | ≤0,05 | Pozostać | 0,5~25 | Błyszczący | Podczas spawania elektrodą itrowo-wolframową wiązka łuku jest smukła, a stopień sprasowania duży, a jego penetracja największa przy średnich i dużych prądach. |
|
Kompozytowy wolfram z metali ziem rzadkich Elektroda |
WMX | niebiesko-niebieski | 1,0 ~ 5,0 MOx | ≤0,05 | Pozostać | 0,5~25 | Błyszczący | Po dodaniu jednego lub więcej składników tlenku pierwiastka ziem rzadkich zdolność spawalnicza kompozytowej elektrody wolframowej jest lepiej kompensowana niż w przypadku innych rodzajów elektrod, dzięki czemu staje się specjalną kategorią w rodzinie elektrod. |
|
Cyrkon Wolfram Elektroda |
WZ3 WZ8 |
brązowy Biały |
0,2-0,4 ZrO2 0,7-0,9 ZrO2 |
≤0,05 | Pozostać | 0,5~25 | Błyszczący | cyrkon Elektroda wolframowa ma dobre właściwości spawalnicze w środowisku prądu przemiennego.Szczególnie w przypadku dużego prądu obciążenia doskonałe działanie elektrod wolframowo-cyrkonowych jest niezastąpione przez inne elektrody. |
![]()
![]()
3. Zakres zastosowaniaelektrody wolframowej używanej do spawania TIG:
Elektroda wolframowa jest używana do spawania TIG, który jest prętem ze stopu wolframu wykonanym przez dodanie około 0,3% -5% pierwiastków ziem rzadkich, takich jak cer, tor, lantan, cyrkon, itr itp. W osnowie wolframu metodą metalurgii proszków.Tłoczone, średnice od 0,25 do 6,4 mm, standardowe długości od 75 do 600, a najczęściej stosowane rozmiary to średnice 1,0, 1,6, 2,4 i 3,2, kształt końcówki elektrody jest ważnym czynnikiem podczas spawania metodą TIG. , końcówka elektrody wymaga naostrzenia, a kąt końcówki zmienia się w zależności od zakresu zastosowania, średnicy elektrody i prądu spawania.Wąskie spoiny wymagają mniejszego kąta końcówki.Podczas spawania bardzo cienkich materiałów konieczne jest zastosowanie niskoprądowej, igłowej elektrody minimalnej do stabilizacji łuku, a odpowiednio uziemiona elektroda zapewnia łatwe zajarzanie łuku, dobrą stabilność łuku i odpowiednią szerokość ściegu.Podczas spawania prądem zmiennym nie jest konieczne szlifowanie końcówki elektrody, ponieważ przy odpowiednim natężeniu prądu końcówka elektrody utworzy półkulisty kształt.Jeśli prąd spawania zostanie zwiększony, końcówka elektrody przybierze kształt bańki i może się stopić i zanieczyścić stopione złoto.
Wraz z rozwojem i rozszerzonym zastosowaniem spawania elektrodami wolframowymi w osłonie gazów obojętnych badania ludzi nad elektrodami wolframowymi stały się coraz bardziej dogłębne.W spawaniu łukiem plazmowym, cięciu i spawaniu łukiem argonowym elektrodą nietopliwą w przeszłości stosowano torowe elektrody wolframowe, ale ze względu na radioaktywne działanie toru (dawka promieniowania 3,60 × 105 Curie / kg) będzie szkodzić zdrowiu ludzkiemu i zanieczyszczają środowisko, tak że torowaną elektrodę wolframową zastępuje się elektrodą cerowo-wolframową o zawartości tlenku ceru od 2 do 4%.Podczas spawania łukiem argonowym dodatnim prądem stałym elektroda wolframowa ceru jest łatwa do uruchomienia łuku, a utrata spalania elektrody jest niewielka, dzięki czemu gęstość prądu spawania jest większa niż gęstość toru wolframu;podczas gdy przy spawaniu łukiem argonowym prądu przemiennego straty podczas spalania cerowej elektrody wolframowej są większe niż w przypadku torowanej elektrody wolframowej., Dopuszczalny zakres prądu spawania wybrany dla elektrod cerowo-wolframowych jest mniejszy niż dla torowanych elektrod wolframowych.
Elektrody torowo-wolframowe są łatwe w obsłudze i dobrze sprawdzają się nawet przy przeciążonych prądach, a wiele osób nadal używa tego materiału, który jest postrzegany jako element spawania wysokiej jakości.Niemniej jednak ludzie stopniowo zwracają uwagę na inne rodzaje elektrod wolframowych, takie jak wolfram cerowy i wolfram lantanowy.Ponieważ tlenek toru w elektrodach wolframowo-torowych wytwarza niewielką ilość promieniowania, niektórzy spawacze niechętnie się do nich zbliżają.
4. Środki zapobiegające obrażeniom spowodowanym promieniowaniemelektrody wolframowej używanej do spawania TIG:
1).Elektrody torowo-wolframowe powinny mieć specjalne wyposażenie do przechowywania.W przypadku przechowywania w dużych ilościach należy je schować w żelaznej skrzyni i zainstalować rurę wydechową.
2).W przypadku stosowania hermetycznej osłony do spawania nie należy jej otwierać podczas pracy.Podczas obsługi ręcznej należy nosić kask ochronny dopływu powietrza lub zastosować inne skuteczne środki.
3).Do szlifowania elektrod torowo-wolframowych należy zapewnić specjalną ściernicę.Szlifierka powinna być wyposażona w urządzenia do odpylania.Pozostałości po szlifowaniu na podłożu szlifierki należy często czyścić na mokro, skoncentrować i głęboko zakopać.
4).Podczas szlifowania torowanych elektrod wolframowych należy nosić maskę przeciwpyłową.Po dotknięciu torowanych elektrod wolframowych należy umyć ręce bieżącą wodą i mydłem oraz często prać odzież roboczą i rękawice.
5).Wybierz rozsądną specyfikację podczas spawania i cięcia, aby uniknąć nadmiernego spalania torowanej elektrody wolframowej.
6).W miarę możliwości używaj elektrod wolframowych ceru lub elektrod wolframu lantanu zamiast torowanych elektrod wolframowych, ponieważ te dwie ostatnie nie są radioaktywne.
Kliknij poniższy przycisk, aby dowiedzieć się więcej o naszych produktach.
![]()
![]()
Polecane produkty
-
VIDEO

-